
高频脉冲电化学去毛刺(ECM)技术
时间: 2019-10-22 11:37:36来源: 无锡奥环智能科技有限公司
高频脉冲电化学去毛刺
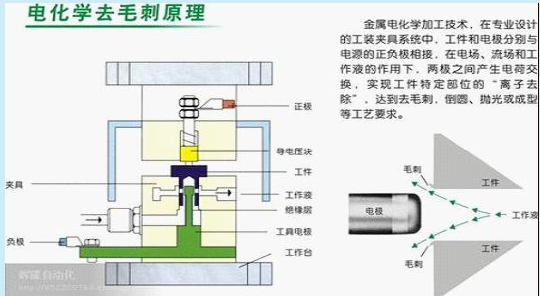
一、电化学去毛刺的原理
ECM电化学去毛刺(electrochemical machining-ECM)是利用金属在电解液中发生阳极溶解反应而去除工件上多余的材料、将零件去毛刺的一种方法。
电化学去毛刺决定因素
一、决定去毛刺去除量的主要参数:
去毛刺电流:根据去毛刺工件的所去毛刺的范围而定。
去毛刺时间:根据去毛刺工件的毛刺大小有关。
工件材料导电率:根据去毛刺工件的材质有关。
二、决定去毛刺质量的参数 :
1、电流密度:电流的密度决定着切削量和表面质量。
2、电导率:电化学液的浓度决定着电导率,单位[mS]。根据去毛刺要求,电化学液的浓度应控制在8%-25%.(根据实际工件)。当然,温度对电导率也有影响。
3、间隙:夹具(阴极)和工件(阳极)之间的间隙决定着电流大小和电解液的冷却能力。
4、电化学液压力:间隙中电化学液的压力影响着电流和材料的去除,它同时决定着电解液的流量和流速。
5、电化学液温度:温度影响着电解液的传导率,根据去毛刺要求,温度应控制在20℃到35℃。(根据产品而定)
6、电化学液的PH值:电化学液的PH值应该控制在6.5到8.5之间,(根据产品而定)电化学液的PH值决定着电解液的浓度和质量。
7、电化学液的纯度:纯净的电化学液能确保恒量生产,并且可防止工件和/或夹具被阻塞。
电化学液在工作的作用
为电化学去毛刺提供电路导通。
冷却夹具。
冲走去毛刺中产生的废屑。
电化学加工的反应
(钢在与NaCl水溶液)
一、阳极反应
Fe—2e Fe+2
Fe—3e Fe+3
4OH-—4e O2↑+2H2O
2CL-—2e CL2 ↑
Fe+2+2OH- Fe(OH)2↓(墨绿色的絮状物)
沉淀为4Fe(OH)2+2H2O+O2 4Fe(OH)3↓
(黄褐色沉淀)
二、阴极反应(按可能性为)
2H++2e H2↑
Na++e Na↓
按照电极反应的基本原理,电极电位朂正的粒子将首先在阴极反应。因此,在阴极上只会析出氢气,而不可能沉淀出钠。
电化学去毛刺过程中,由于水的分解消耗,电化学液的浓度逐渐变大,而电化学液中的Cl-和Na+仅起导电作用,本身并不消耗,因此对于NaCl电解液,只要过滤干净,适当添加水分,就可长期使用。
工具也可长期使用。
二、电化学去毛刺的特点
(1) 去毛刺范围
电化学去毛刺适用于不锈钢、锌合金、铝制品、钛材、铜、银、金、中低碳钢等导电材质零件。
如:各种阀体、活塞、缸体铸件等汽车配件、电器、电脑、LED制品、电子数码配件、
精密模具及五金制品行业。
(2)能以简单的操作能去除各种工件形状复杂的型面。 且不影响工件
(3)表面质量好
去毛刺过程中无切削力和切削热的作用,可以达到较低的表面粗糙度(Ra1.25~0.2μm)和±0.1mm左右的平均去毛刺 精度。电化学微细去毛刺钢材的精度可达±10~70μm。
适合于去除易变形或薄壁零件毛刺的精度。
(4)去毛刺过程中工具电极理论上无损耗,可长期使用。
因为工具阴极材料本身不参与电极反应,其表面仅产生氢反应,同时工具材料又是抗腐蚀性良好的不锈钢或黄铜等,所以除产生火花短路等特殊情况外,工具阴极基本上没有损耗。
(5)电化学去毛刺生产率高
生产效率高。一般一个工件的的全部毛刺可在十几秒之内全部去除干净,而且易于实行多件平行生产,
且去毛刺生产率不直接受去毛刺质量的制,一般适宜于大批量零件的去毛刺。
① 电化学去毛刺稳定,不影响工件精度。
② 工具电极的设计、制造和修正较简单因而易于批量生产。
③ 电化学加工设备投资较低,占地面积小。
④ 电化学液对设备、工装没有腐蚀作用,电化学液环保。
三、电化学去毛刺的应用
1.电化学去毛刺
机械加工中去毛刺的工作量很大,
尤其是去除边角毛刺,难度大。
电化学去毛刺可以大大提高工作效率。
2. 深孔去毛刺
工件较深较小的深孔,用传统加工方法去毛刺根本无法完成。
电化学深孔去毛刺系统能有效地解决此难题。
3. 型孔去毛刺
对一些形状复杂、尺寸较小的四方、六方、椭圆、半圆等形状的通孔和不通孔,可采用电化学去毛刺
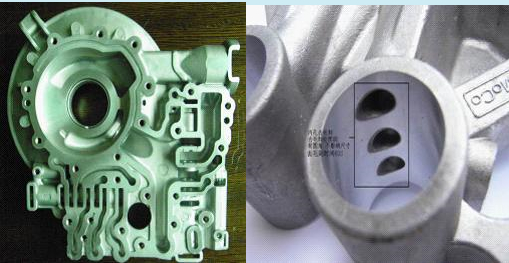
电化学去毛刺实例



相关新闻
- 中标快讯2021-06-22
- 我司成功获评“江苏省高新技术企业”2021-01-19
- 三一集团对我司进行供应商准入考察2020-07-15
- 500bar喷油器壳体高压清洗去毛刺专机顺利交付用户2020-06-04
- 海纳川(滨州)轻量化汽车部件有限公司相关负责人莅临我司考察2020-05-26
- 中标快讯2020-04-08
- 江苏湖润泵业科技有限公司总经理一行莅临我司考察2020-03-19
- 中标快讯2020-03-09
- 公司总工办负责人带队赴一汽集团、一汽解放进行技术交流活动2019-12-27
- 中标快讯2019-12-19
- 中标快讯2019-12-06
- 中标快讯2019-11-29


